| Type |
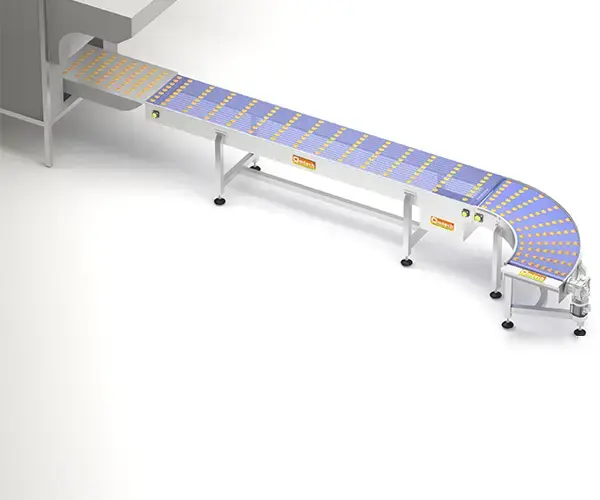
Food Conveyor System |
| Material |
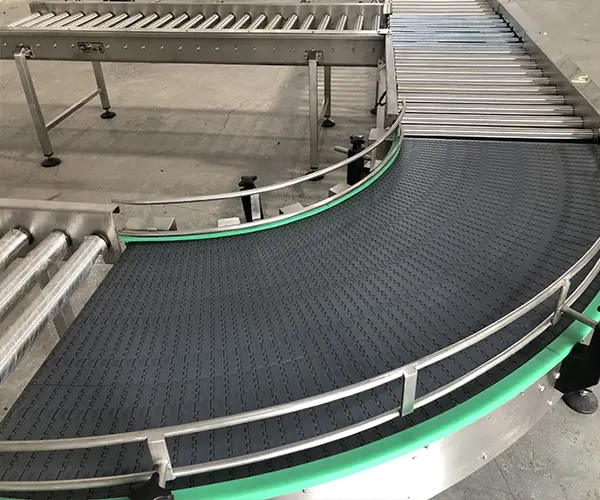
Stainless steel, food-grade plastic, or PVC |
| Speed |
Adjustable, typically between 0.5 m/s to 3 m/s |
| Load Capacity |
Ranges from 50 kg to 500 kg per meter of conveyor length |
| Temperature Range |
Can operate in temperature ranges from -10°C to 70°C |
| Dimensions |
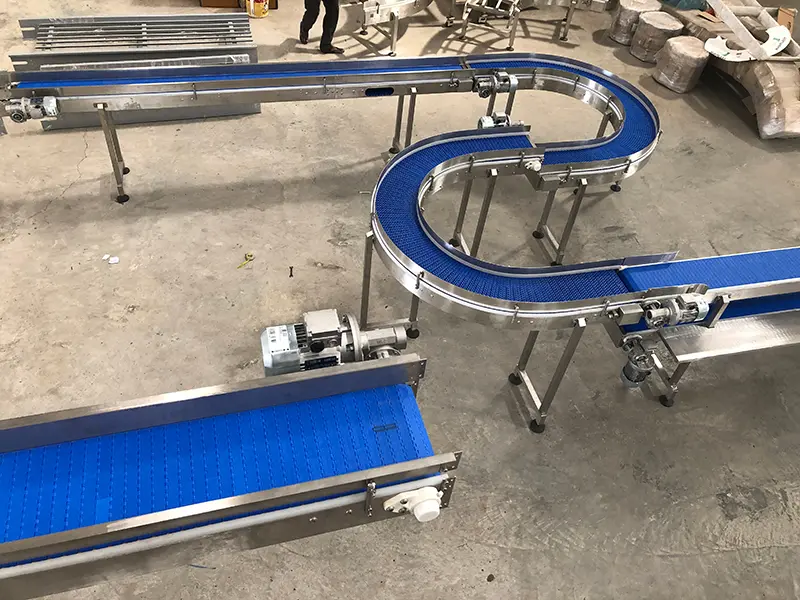
Customizable (width, length, height) |
| Power Supply |
Electric motors (AC/DC) |
| Hygienic Design |
Easy to clean, smooth surfaces, no crevices |
| Drive System |
Gear motors, direct drive, or variable speed drives |
| Applications |
Packaging, sorting, transportation in food processing, bakeries, and more |