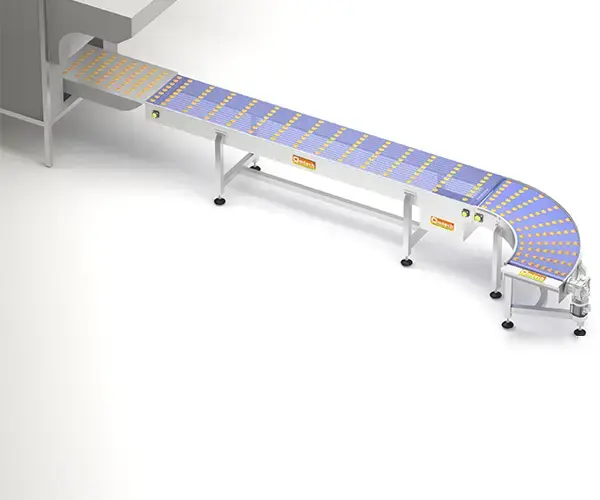
Omtech is a dominant Conveyor Belt Manufacturer in India and offers high performance, durable and economical conveyor belt solutions to industries. Our company has sophisticated manufacturing sites and quality control to provide reliable and durable conveyor systems to the material handling-related use.
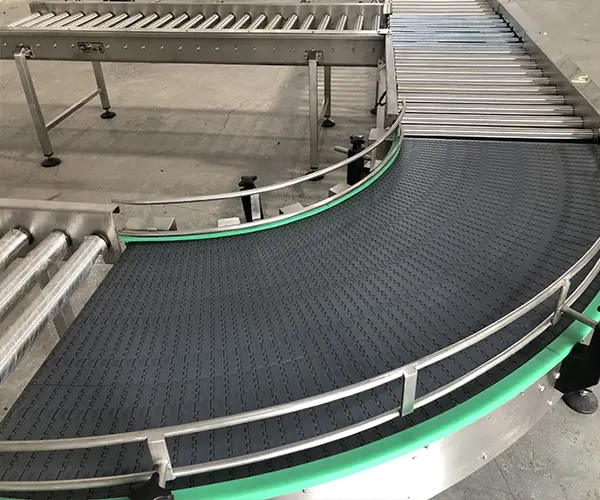
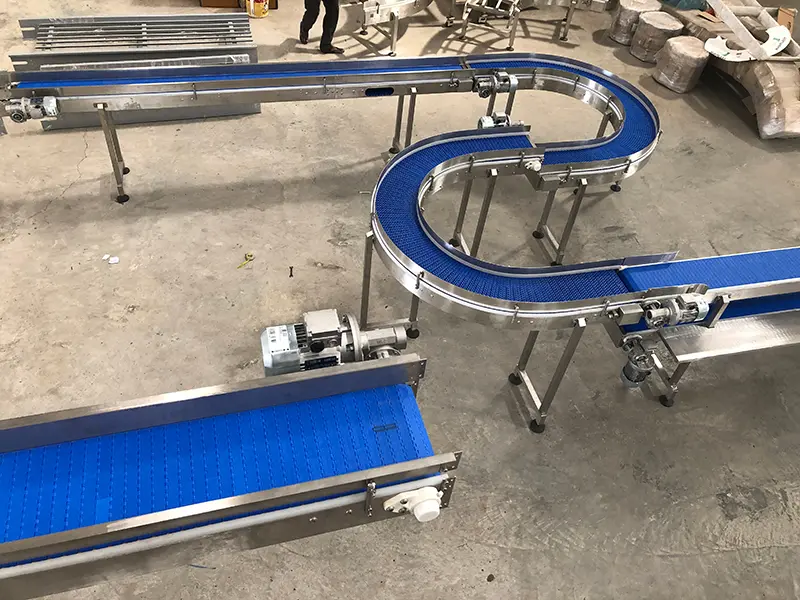
Omtech is a reliable Conveyor Belt Supplier in India and, in the case you are seeking a provider based on the specific needs of your industry, Omtech offers custom-crafted solutions to fit industries within manufacturing, mining, cement, food processing, packaging, and logistics among others.