Frequently Asked Questions About Modular Conveyors
What is a modular conveyor? +
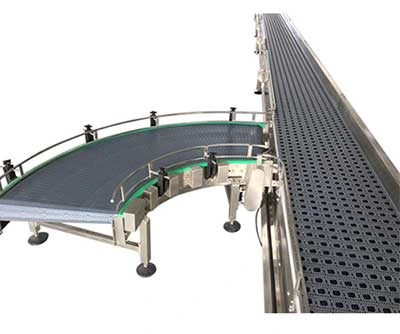
A modular conveyor is a conveyor system composed of pre-engineered modules that is both versatile and adjustable. These modules may be coupled in a variety of ways to construct a conveyor system that satisfies specific application requirements.
What materials are modular conveyors made from? +
Modular conveyors can be manufactured of a variety of materials, including stainless steel, aluminum, and plastic, depending on the use and industry needs.
What types of belts are available for modular conveyors? +
Modular conveyor belts include flat belts, roller top belts, grip belts, and mesh belts. Each kind is appropriate for a variety of applications, including food processing, packaging, and manufacturing.
Can modular conveyors be customized?+
Yes, modular conveyors may be adjusted in length, breadth, height, and arrangement to meet specific operating needs.
Can modular conveyors handle heavy loads?+
Yes, modular conveyors can manage a broad variety of weights, from low to heavy duty, depending on the design and components employed.